Industrial ball and gate valves must maintain reliable and efficient operation because these valves serve as vital components in multiple industries which include oil and gas operations as well as manufacturing and other sectors. The system functions with these vital elements which manage the movement of fluids and gases and slurries through various pressure and temperature conditions in extreme operational situations. The system will experience equipment failures and safety hazards and expensive operational interruptions when maintenance procedures do not exist. The guide offers engineers and operators and maintenance teams a comprehensive maintenance checklist which enables them to maintain the essential valves in perfect working condition for extended periods. The process of regular maintenance helps you identify problems before they happen while also improving your system’s dependability and protecting your business operations from disruptions.
Introduction to Industrial Valves

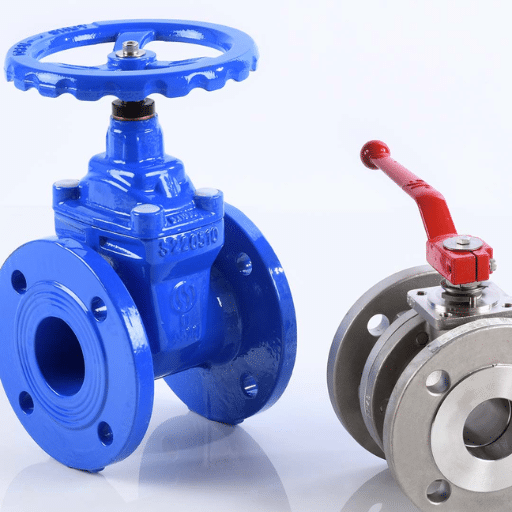
Understanding Ball and Gate Valves
Industrial operations use ball and gate valves as two primary valve types which serve different operational functions. A ball valve uses a spherical obstruction (the “ball”) with a hollow center to allow or block the flow of fluid. The product delivers strong sealing performance together with exceptional durability which makes it suitable for systems that need immediate shutdown capabilities. The valves demonstrate their best performance because their strong construction enables them to operate in extreme high-pressure and high-temperature conditions.
Gate valves use a sliding gate mechanism which functions like a gate to manage the movement of fluids. The design permits users to achieve complete flow or total shutdown which makes it suitable for situations where companies need to reduce their energy expenses through decreased flow resistance. Gate valves move at a slower pace compared to ball valves because their gate movement needs additional time to complete. The system operates at a slow speed which helps prevent water hammer effects that typically occur in systems operating at high pressures.
Search engine data shows that ball valves receive higher search volume from users who need quick solutions which require low torque in plumbing and oil and gas applications. People conduct extensive research about gate valves when they require systems that can control their water supply through precise flow measurements which need to create minimal water flow disturbance. The selection of specific industrial applications needs valves to be processed through an evaluation of their individual benefits which stem from different valve types.
▸ Ball Valve vs. Gate Valve: Operational Comparison
| Attribute | Ball Valve | Gate Valve |
|---|---|---|
| Mechanism | Spherical ball with hollow center | Sliding gate mechanism |
| Operation Speed | Fast — quarter-turn actuation | Slower — multi-turn gate movement |
| Sealing Performance | Strong, tight shutoff seal | Complete flow or total shutoff |
| Pressure Drop | Low when fully open | Minimal when fully open |
| Water Hammer Risk | Higher due to rapid closing | Lower — slow operation prevents surge |
| Best Application | Oil & gas, plumbing, quick shutoff | Water supply, minimal flow disturbance |
Importance of Maintenance in Industrial Applications
Industrial facilities need correct maintenance procedures because these procedures help preserve their equipment and systems to operate at full efficiency and safety throughout their entire operational lifetime. Companies lose over 100 billion dollars every year because their business operations stop when machines fail which creates a critical requirement for them to establish systems that will prevent equipment breakdowns. The industry provides evidence which shows that organizations can decrease their operational downtime by 30% through the use of predictive maintenance technologies which monitor systems in real time and analyze data with artificial intelligence. The maintenance operation starts with necessary activities that include routine inspections and equipment lubrication and the replacement of damaged parts. Maintenance activities become more effective through the use of advanced condition-monitoring tools which provide superior results compared to basic methods that use routine inspections plus lubrication and component replacement. Companies achieve maximum operational efficiency when they discover and fix upcoming problems before those issues become significant dangers that endanger both employee safety and environmental protection. This method verifies the system meets all regulatory standards while maintaining essential system functions.
Overview of Stainless Steel Valves
Stainless steel valves serve as essential parts for multiple industrial applications because they maintain their integrity through extreme conditions and their capacity to withstand corrosion. These valves are typically produced using advanced stainless steel alloys which include 304 and 316 as materials because these grades deliver exceptional protection against rust and chemical damage.
Stainless steel valves divide into multiple classification categories because their design structure determines their operational capabilities which include ball valves and gate valves and globe valves and check valves and butterfly valves. Each type is engineered for specific applications. Ball valves provide exceptional sealing performance which allows for straightforward usage making them suitable for applications that need complete shutoff control. Gate valves function better in systems that require continuous water flow since they do not need to manage specific water volume.
The oil and gas industry and chemical processing sector and water treatment facilities and pharmaceutical companies all employ stainless steel valves in their operations. The valves maintain their operational capacity because they resist chemical reactions which enables them to function in water treatment plants that contain highly chlorinated or saline water. The valves used in pharmaceutical production satisfy strict hygiene requirements because their surfaces do not react with substances and they can be easily cleaned.
Search data reveals emerging trends which show that more people are becoming interested in automation and advanced valve control systems. Smart stainless steel valves equipped with IoT sensors are gaining traction, enabling real-time monitoring and remote operation. The system enhancements enable organizations to achieve better operational results while their predictive maintenance systems experience reduced operational intervals which demonstrates how vital stainless steel valves function in contemporary industrial systems.
▸ Stainless Steel Valve Types and Industrial Applications
| Valve Type | Key Function | Typical Industry | Grade Used |
|---|---|---|---|
| Ball Valve | Complete shutoff control | Oil & gas, plumbing | SS 304 / 316 |
| Gate Valve | Continuous flow management | Water treatment, municipal | SS 304 / 316 |
| Globe Valve | Flow throttling and regulation | Chemical processing | SS 316 |
| Check Valve | Backflow prevention | Food & beverage, pharma | SS 316L |
| Butterfly Valve | Large-bore flow control | HVAC, water distribution | SS 304 |
Inspection Procedures for Ball and Gate Valves

Visual Inspection Techniques
The visual inspection process for ball and gate valves requires examiners to assess both the external and internal parts of the valve in order to detect possible defects which include cracks and corrosion and wear. Current research trends indicate that organizations are increasingly practicing advanced inspection methods which include using high-resolution imaging devices and augmented reality (AR) systems for better accuracy. The tools enable operators to identify tiny defects which remain hidden from normal visual inspection.
The application of smart technologies stands as the essential factor which organizations need to optimize their visual inspection procedures. Visual inspection systems which use IoT technology enable operators to gather data from visual inspections and process this data for creation of predictive maintenance plans. The sensors which engineers install on valves provide technicians with real-time notifications about critical problems which require their immediate response. The process of digitalizing inspection results enables organizations to analyze operational patterns which lead to better performance results.
Functional Testing of Valves
The process of functional testing for valves requires engineers to conduct systematic tests which verify valve performance against its design specifications under specific testing conditions. This process requires the testing of valves using their operational pressure limits and actual flow conditions and their maximum temperature limits to evaluate valve performance. The current valve testing methods depend on advanced technologies which use Internet of Things networks and artificial intelligence systems. The system uses sensors to track performance metrics which include flow regularity and leakage detection and valve movement operational speed. The test results provide data which can be used to check digital twin models for faults that need correction. The combination of current search engine results with machine learning algorithm implementation enables organizations to use predictive analytics which detects potential operational failures by analyzing essential warning indicators. The proactive method improves system dependability while decreasing both operational interruptions and repair expenses which results in strong valve operation across various sectors.
Identifying Common Wear and Tear
The process of identifying common wear and tear in industrial valves depends on two main factors which include current search engine data and operational conditions and environmental factors. The combination of high pressure sustained over time and exposure to corrosive materials and temperature shifts leads to faster deterioration of valve parts. The implementation of advanced diagnostic instruments which include non-destructive testing (NDT) technologies and real-time monitoring systems enables maintenance groups to identify initial damage signs through the detection of erosion and corrosion and seal failure. Machine learning algorithms enable data analysis to discover patterns which help predict when failures will occur thus organizations can take specific actions at necessary times. The methodology uses multiple steps to identify problems which will help organizations decrease their risk of unplanned operational halts while extending the functional duration of industrial valves.
Advanced Inspection Technologies
Modern valve inspection combines high-resolution imaging, augmented reality (AR) systems, IoT-enabled sensors, and non-destructive testing (NDT) to detect micro-defects invisible to conventional visual checks — and convert findings into predictive maintenance schedules.
Maintenance Checklist for Ball Valves

Lubrication Requirements
To reach their best operational results ball valves need correct lubrication because this practice protects their equipment from premature breakdowns. The industrial valve system requires high-performance lubricants which should match the specific materials and operational requirements of their applications. Lubrication provides three benefits because it decreases friction between moving components while protecting against corrosion and enabling seamless valve operation in high-pressure and high-temperature conditions. The required lubrication intervals depend on three main factors which include the valve type and the valve usage frequency and the valve exposure to dangerous chemical substances and abrasive materials. Current industry standards together with existing data indicate that standard operating valves need lubrication every three to six months while extreme environment valves need more frequent service. The organizations whose lubrication schedules show improvement when using predictive maintenance technology will achieve better results because this technology determines exact times for reapplication while it reduces operational downtime and resource waste.
Sealing and Gasket Inspection
The inspection process for seals and gaskets functions as an essential procedure which ensures that valves and piping systems maintain their operational capacity. Gaskets face ongoing pressure together with thermal expansion and chemical degradation which results in their gradual loss of sealing ability. The current industry research data supported by gathered insights requires visual and functional testing to occur during planned maintenance periods. The process involves two steps which require assessment of material degradation through testing for cracks and warping and uneven surfaces and testing to confirm that gasket compression meets its designated limits.
The selection of materials for operational environments requires their suitability to handle both pressure conditions and chemical contact situations. The use of cutting-edge diagnostic equipment such as infrared thermography and ultrasonic leak detection systems improves inspection precision while detecting initial equipment breakdowns. The implementation of these practices protects against leaks while extending the operational life of sealing elements which results in compliance with industry regulations and optimal system performance.
Cleaning and Debris Removal
The operational trustworthiness and performance efficiency of mechanical systems depend on their proper cleaning and debris removal procedures. The combination of new cleaning technologies with real-time data analytics enables users to achieve unmatched standards for research work. The use of pressurized air systems together with vacuum-assisted extraction has become the standard approach for cleaning sensitive components because these methods achieve complete cleanliness with only minimal disturbances. The latest search data shows that people increasingly seek eco-friendly industrial machinery cleaning methods which include biodegradable cleaning products and water-saving practices according to their search queries about efficient cleaning techniques. The adoption of contemporary methods enables organizations to decrease their ecological footprint while they maintain their facilities according to new environmental regulations and sustainability requirements.
- ▸Apply high-performance lubricant every 3–6 months (more frequently in extreme environments)
- ▸Inspect seals and gaskets for cracks, warping, and uneven compression surfaces
- ▸Verify gasket material compatibility with operating pressure and chemical conditions
- ▸Use infrared thermography and ultrasonic leak detection for precision inspection
- ▸Clean components using pressurized air or vacuum-assisted extraction
- ▸Use eco-friendly biodegradable cleaning agents to meet sustainability requirements
Maintenance Checklist for Gate Valves

Stem and Bonnet Inspection
Recent search trends identified by data underline a growing focus on efficient and environmentally compliant maintenance processes for industrial components, including gate valves. The process of stem and bonnet inspection requires essential steps which involve verifying surface corrosion and wear and any deformation that will affect operational capacity. Eco-friendly cleaning agents used during inspections provide sustainability compliance while protecting valve components from potential damage.
The industry now emphasizes advanced non-destructive testing (NDT) methods which include ultrasonic testing and dye penetrant inspection because these techniques enable defect discovery without damaging stem and bonnet components. The combination of these methods with predictive maintenance tools creates more efficient operations which result in decreased operational interruptions and better resource management. The current search data trends demonstrate that this gate valve approach will extend their operational lifespan while meeting contemporary regulatory requirements.
Checking for Leakage and Performance Issues
Gate valve leakage and performance problems create major operational difficulties because they result in operational inefficiencies and dangerous situations and increased expenses. The current search engine trends data shows that the industry dedicates its efforts to solving valve failure issues and leak detection problems according to their research patterns. Hydrostatic testing serves as the standard method used to test leakage control because it tests all operational pressure conditions while keeping seals and gaskets secure. The development of acoustic emission monitoring systems enables operators to detect internal faults and leakage points through continuous operational assessment.
Valves experience performance problems because incomplete closure and operational resistance create obstacles which result from debris build-up and equipment misalignment and valve component wear. The use of ultrasonic testing and advanced sensors to monitor torque and movement has become an efficient method for solving operational problems. Operators can improve gate valve reliability and performance through methods which they combine with their regular maintenance activities and predictive analytics based on research language usage patterns.
Replacement of Worn Components
Gate valve systems require component replacement procedures to replace worn components which maintain system operation for extended periods while protecting against severe operational failures. Operators can determine equipment service life through advanced research findings which provide current data and study results about equipment wear patterns discovered through search algorithm analysis. Modern strategies recommend using specialized materials which include resilient alloys and polymer composites because these materials provide better protection against wear during high-pressure and high-temperature situations. Real-time monitoring technology enables maintenance prediction because it detects system performance problems which lead to increased equipment damage. The organization achieves operational efficiency while extending equipment lifespan through its data-driven methodology.
- ▸Inspect stem and bonnet for surface corrosion, wear, and physical deformation
- ▸Apply eco-friendly cleaning agents during inspection for sustainability compliance
- ▸Use ultrasonic testing and dye penetrant inspection for non-destructive defect detection
- ▸Conduct hydrostatic testing to verify leakage control under operational pressure
- ▸Deploy acoustic emission monitoring for continuous internal fault and leakage detection
- ▸Monitor torque and movement using advanced sensors to detect performance resistance
- ▸Replace worn components using resilient alloys and polymer composites for extended life
Troubleshooting Common Issues

Valve Malfunction Diagnosis
The process of valve malfunction diagnosis requires technicians to start by determining which valve type exists in the system and which functions it serves. The system encounters several problems that include leakage and pressure irregularities and impaired actuation. The valve experiences leakage because its seals have worn out or the valve disc has not properly seated against the valve body. The system can determine the problem through visual inspection or by using acoustic monitoring technologies that identify hissing sounds which show fluid or gas leaks.
Operators face another common problem with their system because pressure irregularities can occur when incoming or outgoing pipes become blocked or when control systems lose their calibration or when process fluids become contaminated or their viscosity changes. Digital pressure sensors can provide real-time data to pinpoint deviations from expected ranges. Manual systems and pneumatic systems and electric systems encounter impaired actuation because rusted components and insufficient lubrication and electrical faults prevent operation. The use of advanced diagnostic software that works with IoT-enabled sensors provides complete system evaluation capabilities which enable quick identification of fundamental problems.
Operators can use predictive algorithms and performance analytics together with their multiple data sources to access modern troubleshooting methods and established industry standards. The advanced technological systems combined with practical intelligence solutions, which create dependable systems, minimize operational downtime.
▸ Common Valve Faults: Causes and Diagnostic Methods
| Fault | Likely Cause | Diagnostic Method | Resolution |
|---|---|---|---|
| Leakage | Worn seals or improperly seated disc | Visual inspection; acoustic monitoring | Seal replacement; reseating |
| Pressure Irregularity | Blocked pipes, calibration loss, fluid contamination | Digital pressure sensors; real-time data | Recalibration; pipe clearing |
| Impaired Actuation | Rust, insufficient lubrication, electrical fault | IoT diagnostic software; torque sensors | Lubrication; electrical fault repair |
| Incomplete Closure | Debris build-up, misalignment, component wear | Ultrasonic testing; movement sensors | Cleaning; realignment; part replacement |
Solutions for Common Problems
01
02
When to Consult the Manufacturer
The manufacturer needs to be contacted for assistance when users cannot resolve problems through regular troubleshooting methods and when they cannot find solutions in existing documentation from secondary sources. The proprietary systems require specific diagnostic tools and firmware updates which are available only through the manufacturer’s support portal. The manufacturer needs to be contacted directly for warranty claims and licensing issues and hardware-specific configurations because these situations will void the existing support agreements.
Users can improve their search results by using current data from search engines together with information from manufacturers because this enables them to create specific and well-researched questions. The system achieves efficient resolution because it reduces misunderstandings and uses solutions that have been verified by the manufacturer’s specialized knowledge.
Frequently Asked Questions
Q.
What factors should engineers evaluate when they select industrial valves for their work?
The engineer needs to assess the media which includes liquids and gases and test it against materials suitable for brass and bronze and stainless steel and forged steel to eliminate corrosion risks and achieve material durability. The system requires assessment of flow control needs together with pressure drop calculations and determination of valve functions which include fast opening and closing for positive shutoff and throttling capacity to achieve accurate flow control. The installation environment which includes municipal water systems and pipeline systems and food and beverage processing plants determines whether a flange connection or thread connection or hose coupling or sanitary fitting is needed. The selection process depends on actuator availability while the supplier options determine whether the valve requires backflow prevention or safety relief valve functions. The evaluation process needs to compare lightweight options against heavy-duty steel globe valves and steel gate valves which operate at high-pressure conditions.
Q.
How do industrial valves provide control flow and prevent backflow in pipelines?
Industrial valves provide control flow through their operational components which enable the partial or complete closure of fluid pathways thus delivering essential functionality for both pump operations and irrigation systems. Backflow prevention valves function to restrict fluid movement in one direction while check valves and backflow preventers offer positive shutoff protection for downstream equipment and sampling points. Municipal and food and beverage installations use flange and thread connections together with fittings and couplings to achieve dependable sealing under different pressure conditions. The installation of relief valves and riser-mounted valves allows for pressure control which enables maintenance work through safe line draining. Proper selection of valves enables efficient pressure management while ensuring that the application requirements for flow control are fulfilled.
Q.
Why are ball valve choices popular for industrial valve companies supplying steel gate valves and steel globe valves?
People working in industrial valve companies who manufacture steel gate valves and steel globe valves choose ball valves as their preferred valve because these valves offer convenient operation and secure shutoff capabilities to their industrial applications. The valves come with standard options which include ss and brass materials and the capability to operate through remote actuators which function with pump systems and pipeline systems. The valve company provides its customers with various valve materials which include bronze globe components and forged steel gate products to fulfill different temperature and pressure standards. The complete opening of ball valves enables them to create lower pressure drops than globe valves which makes them appropriate for applications that need unimpeded flow. Water systems and beverage processing lines find installation easy with their lightweight compact designs and various connection methods which include flange thread and hose coupling.
Q.
Can stainless steel valves be used in food and beverage industry applications?
Stainless steel valves are the preferred choice for food and beverage applications because they offer corrosion resistance and hygienic compatibility with food processing sanitary fittings which make them suitable for this industry. The product design ensures protection against cleaning and sampling activities and maintains product integrity during multiple operational cycles which includes product testing. In beverage lines, valves provide precise flow adjustment and can be paired with actuators to control pumps and dosing systems. The system uses sanitary flange and thread connections together with hygienic couplings to simplify disassembly for cleaning and inspection. The suppliers provide solutions which accomplish two objectives by decreasing pressure drop and fulfilling food and beverage safety regulations.
Q.
How do ball valves and gate valves differ when used to open or close flow in irrigation and municipal water systems?
Ball valves and gate valves operate differently when they are used to control water flow in municipal water systems and irrigation systems. Ball valves provide fast operation because they can open or close quickly while delivering complete shutoff ability making them suitable for areas that need immediate flow control. Irrigation and municipal systems use gate valves because they enable unrestricted flow while their operation requires more time to complete. Gate valves are typically used for on/off service with minimal pressure drop when fully open, whereas ball valves maintain a tight seal even under low pressure or intermittent flow. Gate valves serve as cost-effective solutions for risers and drain lines because of their straightforward design while backflow prevention and sampling functions make ball valves the better choice. The choice may also depend on material needs—ss or bronze for corrosive environments—and connection types like flange or thread. The final selection process requires evaluation of actuator compatibility and maintenance access requirements in systems that use pumps and couplings.
Q.
What methods should be used to install valves which will control flow and stop backflow in piping systems that contain both fittings and couplings?
The installation of valves requires correct orientation and suitable fittings which include both flange and thread and hose coupling components to achieve proper seals that protect against leaks which would allow backflow and contamination. The system needs check valves or dedicated backflow preventers to handle one-way flow while relief valves and sampling points must be positioned to control pressure and enable safe testing operations. The installation of actuators on valves which require both frequent and remote operation enables precise flow control and system integration with pump controls for industrial processes. The construction of high-pressure pipelines should use materials such as ss and forged steel while bronze or brass should serve as materials for lower-pressure and potable water systems to achieve a balance between cost and corrosion resistance. Valves that receive proper sizing decrease pressure loss while they prevent excessive throttling which leads to damage in pumps and equipment located downstream.
Reference Sources
“Study Of Different Types of Valves & Determination Of Minor Head Loss For Various Openings Of Locally Manufactured uPVC Ball Valve”
This research explores the functionality and applications of ball valves, focusing on fluid control and efficiency.
“Experimental investigation of the vertical upward single-and two-phase flow pressure drops through gate and ball valves”
This study provides experimental data on the performance of gate and ball valves in various industrial applications.
“Creating new generation of actuators for shut-off and control ball valves with double-gate”
This article discusses advancements in ball valve technology, including innovative designs for enhanced performance.