Stainless steel is often lauded for its lasting lustrous qualities and strong corrosion resistance but very much depends on the surface finish chosen to look as interesting on the person’s hands. Time and again, we have come across these two finishes: Bright Annealed (BA) and Pickled & Annealed (P&A). While these two finishes look alike, they possess the characteristics that are unique enabling one to determine on the reflection, texture and the use of the material for some purposes. This paper dwells on these differences, advantages and the recommendation for the utilization of each finish so that one can easily decide based on the needs of the project. If you are an engineer, a designer, or a purchasing staff, you should know how the interface looks and how functional it is will all depend on the surface finish. All these people fear will if put in easy will bring about function closely the visual aesthetics. So lets proceed.
Understanding Surface Finishes
How does one define Bright Annealed?
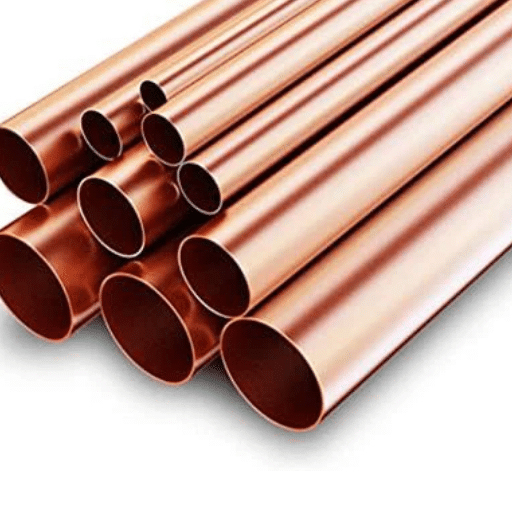
Bright Annealed — a heat treatment in a controlled inert or vacuum atmosphere furnace that prevents oxide formation, delivering a smooth, mirror-like surface without the need for additional acid cleaning.
By “bright annealed” one means welded tubes and sheet metal that have been through a specific type treatment called bright annealing in such a way that suspended oxides do not form. It is an annealing process in a tightly controlled atmosphere furnace with or without vacuum or some inert atmosphere. Such treatments are executed in order to gain the required level of elasticity which had been lost because of cold rolling. And the resultant effect causes the surface to become smooth and be of mirror finish. Total oxidization means there is no need for additional acid cleaning or scaling, which is especially preferred in the production of stainless steel used in structures where appearance and durability do matter such as buildings and medical equipment.
The bright annealing process is additionally responsible for the overall improvement of the chemical and environmental resistance of the material by significantly improving the passive protective layer of the material. In line with the recent user interest observed through search engines, the popularity of this finish is on the rise, especially from those engaged in precision components, cookware, and decorative panels as it borders functional and aesthetic properties, requisite for an effective application.
What is Pickled & Annealed?
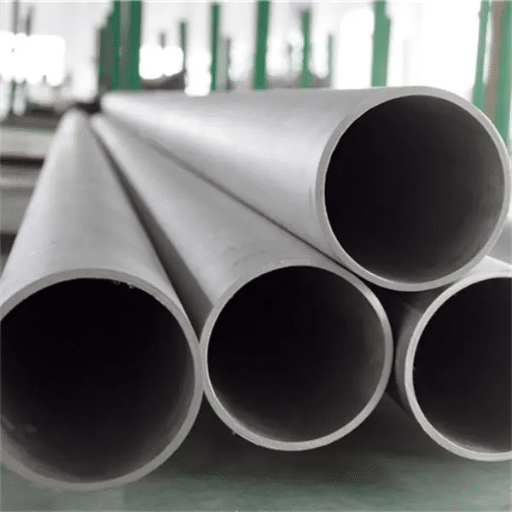
Pickled & Annealed — two-stage metallurgical process: annealing relieves internal stresses and improves ductility; pickling uses acid solutions to remove surface oxides and scale, producing a clean, uniform matte finish.
The process of pickling and annealing is most common in industry and relates to the abrasive treatment and heat treatment of all stainless steels and some other metals. This consists of two main steps which are the annealing of the metal in which it is subjected to high temperatures and cooled slowly in order to eliminate the internal stress and increase the ductility and plasticity, and the pickling of the surface of the metal using chemical agents, e.g., acids, which solution off the scale or impurities, oxide layers, and all types of scale precipitated on the metal’s surface after heating. It results in a surface which is completely void of all scales, hence enhancing both performance and appeal of such a product.
In recent times, statistics from the search engine show an increase in awareness and understanding of pickled and annealed finishes, which could be attributed to extensive usage of such metals in many precision-based and strong-wearing industries. Pickled and annealed metals have found applications, among others, in the aviation, food and beverage, and vehicle production industries to ensure adherence of materials preventing the entry and fulfillment of these or other goals that are set by legislation. This trend in increased searches highlights the importance of this process as many industries depend on materials that are anti-corrosion, can be clean as well as maintain strong structural shape.
Finishes in Comparison
Consideration of surfaces comparison can lead to a number of obvious compatibility cases between operational characteristics and current statistics of searches. A good example is the process of anodizing, which is mostly used, for instance, in the construction of elements for lower aerospace mechanisms, that require high corrosion resistance and electrical isolation. The process results in formation of a ‘harsh’ oxide layer which is decorative and helpful at the same time. On the other hand, passivation is mainly applied in medical industries and food industries where the objective is to improve the natural anticorrosive properties of the stainless steel without changing the surface finish which is important for sterilization.
However, for electroplating, the deposition of metals like gold, chromium, or nickel for conductivity, wear, and decoration adds flexibility. Based on the latest data from search engines, the curiosity about environment-friendly finishes is on the rise, as there has been an increase in the consultations regarding low-waste and non-poisonous methods of work. Certain studies stipulate, that some of the features of coatings look to be quite functional, however there is a shift in the industry towards the application of coating from the point of view of sustainability. But there is also an increasing understanding that performance cannot come in conflict with progressive developments in environmental policies and as a result, such finishes stand more chances to remain relevant in a highly competitive and regulation bound market.
Manufacturing Processes

Bright Annealing Procedure
This aforementioned is the process also known as bright annealing, which is a purification heat treatment performed to improve metal ductility, and resist corrosion and enhance well-characterize the metals’ surfaces in particular stainless steel. To attain this, the metal must undergo heating under certain temperature in the range of 1900°F to 2100°F in care-free atmosphere to prevent any form of oxidation or corrosion of the metal being heated. More over, there have been more and more quests to know more of how this process fits in the current manufacturing expeditions most notably energy minimizing tendencies and also ensuring lower emission related standards.
History has demonstrated the significance of improving the design of furnaces to achieve closer temperature control and the use of hydrogen or nitrogen gas atmospheres. These enhancements enhance the cleanliness of metals-assured sustainability, including minimized contamination and increased metal purity. Enquiries have shown that there is considerable emphasis placed on the impact of bright annealing on improvement of the uniformity of the microstructures, which is a key concern when looking at the equipment for aerospace, medical and automotive industries where accuracy and quality are essential. This further underlines the importance of bright annealing in achieving both performance and compliance purposes.
Pickling Chemicals Management Process
A process that involves removing impurities from metals, which in most cases are either carbon or stainless steel is referred to as pickling chemical management. It involves the cleaning of the metal’s surface by bathing it in a solution of strong acids particularly hydrochloric or sulfuric acid so as to get rid of the coatings that are not needed and prepare the surface in readiness for further steps. Current exploration shows that there is a growing concern towards the incorporation of green-pickling procedures. Concerns such as how long the materials last with regard to the adoption of the pickling methods or what is the best substitute to acids in pickling territories, underpin the issues of both advancement over time and environmental awareness.
Provide a detailed answer in the simplest form possible, the pickling process in most cases helps increase the lifespan of the material. This is due to the fact that pickling helps in achieving a clean and very even surface that will not corrode easily with time. One more thing to note is that various technological developments have brought in innovations that are environment friendly. For instance, electrolytic pickling which has introduced electrical currents as a method of pickling without polluting the chemical wastes. Each of these changes is eco-friendly yet it does not compromise on the effectiveness of the process used in industries. Pickling is therefore becoming more and more helpful in industries that require high precision and increased strength by adding the old aspects of pickling along with the new sustainable techniques.
Role of ASTM Standards
ASTM standards hold an essential significance across different industrial sectors in terms of establishing uniformity, safety, and reliability. They encompass instructions on the appropriate system, materials, products and services so that they are in accordance with the expected performance and quality. For illustration, when it comes to pickling metals, ASTM standards provide stringent norms, like ASTM A380, which provides the recommended methods to clean and descale stainless steels. This allows industries to carry out processes in a manner that enhances corrosion resistance, grapples environmental compliance, and gives the best possible performance.
Developed with the aim of adopting the most recent technologies, ASTM is reformed regularly to keep up with technology and sustainable development. This overall strategy encourages different industries to adopt new techniques such as electrolytic pickling among others without surpassing global standards. Static nature of such policies does not exist and encourages growth, safety and accuracy of critical applications which inturn enriches product life cycle and environment care. ASTM serves this purpose by allowing all industries to merge operations which in turn leads to standardized operating procedures for better consumer satisfaction and longer operational periods for the processes.
Physical Characteristics

Appearance on the Outside and Luster
The use of materials for industrial or commercial purposes involves their performance, longevity, and attractiveness, which are all significantly influenced by the appearance on the outside and luster. Trends show that surfaces of high performance materials have a tendency of resisting wear and tear especially from corrosion or erosion over time, have low friction, and possess good optical characteristics. In most cases, advanced technology is utilized to attain such particular surface requirements through polishing mechanically, applying chemicals, and electropolishing. It is the extent to which a surface is polished that is represented by the surface roughness values or number of cycles as in Ra values for most wear tests. This also ensures that appropriate levels of finishing adhere to the required market standards. The search results also reveal that people have an increasing appetite for the term eco-finishing which means finishing within prescribed limits is encouraged except that it is non-destructive of the intersection between functionality and environment.
Properties of the Ability to Resist Corrosion
Corrosion resistance plays an essential role in materials science for structural metals and alloys generally under the influence of two categories of factors, intrinsic and exterior factors. Properties, particularly in case of corrosion of steels, stainless 304 Bright Annealed Stainless Steel Tubing or even aluminum with protective oxide layer, provide basic level or resistance. Or surface enhancing treatments such as passivation and electropolishing for functionally relevant components which reduces not only the surface defects but also organizes and stabilizes the whole surface. New modern trends can be observed in the search queries, in particular, previous promising technologies to mitigate corrosion more responsibly incorporating the application of nanocoatings and green corrosion inhibitors as focus areas. Some may already assume this trend that the existing expectations for the use will not be met unless radical performance changes in the application are made, especially bearing in mind the huge dependency on materials of the industry in recent times. Hence, the use of analytics and highly skilled practices is critical in the fulfillment of the need for the development practice for anticorrosive systems compatible with contemporary conventional and ecological engineering practice.
304 and 316 Stainless Steel: What’s the Difference
304 and 316 stainless steels are two of the most popular grades of this corrosion-resistant metal alloy, but they also have several differences in function, composition, and requirement. Austenitic stainless steels include both composition, which provides good resistance to many environments. There are still differences however in their respective chemical compositions that enhance their use in different conditions.
| Property | 304 Stainless Steel | 316 Stainless Steel |
|---|---|---|
| Common Name | 18/8 (18% Cr, 8% Ni) | Marine Grade |
| Molybdenum Content | None | ~2–3% |
| Chloride Resistance | Moderate — susceptible to chloride corrosion | High — excellent pitting & crevice resistance |
| Typical Applications | Kitchen appliances, car trim, industrial pipes | Marine, chemical processing, medical, food grade |
| Relative Cost | Lower | Higher |
| Best Environment | Mild corrosion environments | Salt water, aggressive chemicals |
Depending on the working conditions and needed specific qualities, any of 304 or 316 stainless steel can be suitable. When there is likelihood of exposure to salt water or any other aggressive chemicals, 316 stainless steel should be selected for its greatly enhanced corrosion resistance. On the other hand, if durability is required, and the price needs to be kept as low as possible, 304 stainless steel is the most commonly used. Any engineering and industrial application material is important to relation to the environment and conditions in which it will be used; therefore, proper judgement must be adopted in the choice of the correct material.
Applications in Various Industries

Bright Annealed Steel Tubing and Its Various Applications
The surface of bright annealed tubes is highly polished and precise or smooth; hence, these are applied in several areas of applications. High-inert nature and easy cleaning capability make it one of the most important components in the pharmaceutical and food industry. Good surface finish of the bright annealed tubing minimizes the adhesion of chemicals and possible microorganisms on the surfaces of the tubes and this is very important due to the use of such tubes in a number of industries where health and safety constraints are very light.
In addition, 304 Bright Annealed Stainless Steel Tubing is a growing market in the semiconductor device production, because of the high purity requirements. High smoothness inside the tubes minimizes the particle generation risk, of the influent of emission minimal of ultra pure gases and chemicals. Apart from hygiene and no tolerance for any deviation in surface, it is used in other industries like chemical industries and aircraft which take an advantage of their high strength and ability to resist high pressure and temperature levels.
Search engines’ statistics indicate that bright annealed tubing draws growing attention in command of green technologies especially in solar devices where performance and protection against oxidation play a respectable role. The expansion of its application is again indicative of the multifaceted for use of the product for a greater number of evolving industrial needs.
Easy cleaning, minimal microbial adhesion in high-hygiene environments
Ultra-smooth ID minimizes particles in ultra-pure gas and chemical delivery
High strength, pressure & temperature resistance for critical components
Reflective surface enhances thermal efficiency and oxidation resistance
The Process of Pickling and Annealing
Pickled and annealed materials are commonly used in a variety of industries which require materials that are corrosion resistant or clean and strong. The most recent search data from Trends indicates that such applications are becoming more critical to industries such as the manufacturing of pharmaceuticals, food and beverages, and even renewable energy. The pickling process helps advance cleaning and elimination of unwanted elements and most of all, mill scale from the surface of the material which helps to prevent or minimize contamination and corrosion. On the other hand, annealing increases the ductility, toughness and therefore renders the material to be suitable for difficult conditions.
Recent survey data has especially emphasized an increasing appeal for using pickled and annealed tubing in new energy devices, like Geothermal and Solar. The main reason is due to the working conditions of such tubing which are both very high temperature and high in oxygen. Besides, such products are used in many other industries such as automotive or aircraft for highly loaded components, indicating high multifunctionality and correspondence with changing technology. These applications imply that, pickled and annealed applications have such innovation enhancing roles in strict industrial structures.
Industry-Specific Applications of Different Finishes
Each finish contains unique characteristics that provide necessary features for certain industries or methods of operation and thus one may observe that every finish finds its clients in different spheres of economics or business.
A finish with high anti-corrosion properties and a grainy surface is particularly popular in the chemical, pharmaceutical and marine industries. Most of the time, the process requires high surface quality or tolerance to harsh chemicals, thus pickled finish is also considered indispensable.
The most common example would be stainless steel tubing used to keep cleanrooms or high temperature devices with a high reflecting and oxidation resisting surface which is used in electronic, renewable and food industries. Recent search engine analysis shows there has been an increased factor in people searching for this particular finish in many solar thermal and hydrogen energy applications spheres, how true is this finish becoming more important in the green energy field recent years.
Any how in this case it can be seen from practice that a wider design options are available now more than before due to development of industries, case in point the row on pickled surfaces becomes and will continue to become more important in the dryers, forklift trucks, bottles etc. performance and efficiency over time since using durable surfaces has always erected and sustained industries.
Advantages and Disadvantages

Advantages of Bright Annealed Finished Products
These finishes are routinely annealed, polished and are durable along many parameters. The lack of porosity and reduction of contact surfaces effectively aerospace technology against its behavior in aggressive environments such as only sulfur or chlorine corroding mixtures. In addition to that, this particular finishing guarantees very easy washing of the material; something that is necessary, for example, in the working areas of tablets or protein manufacture industries, where the emphasis on hygiene or cleanliness is aggressive.
Lately, search engines constantly monitor data regarding these trends, especially regarding solar thermal methods and renewable power systems, such as solar and hydrogen energy. This system makes much good use out of low annealed polished surfaces due to their reflective qualities which increase thermal utility because of solar heat trapping and redirection. This goes hand in hand includes the increased pressures of improving energy systems for better performance and sustainability.
Also, the bright annealing process does not alter the substance retaining all the mechanical performance and good features of the material. Thus, many industries seeking mechanical strength and beauty, e.g., aerospace and construction, find it economical. These benefits are the characteristics of bright annealed finishing, which accounts for the rapid increase in their use in many industries today.
- ✓
Mirror-Like, Non-Porous Surface
Significantly reduced corrosion risk in sulphur- or chlorine-rich environments - ✓
Easy Cleaning & Sanitation
Essential for pharmaceutical and food processing where hygiene is paramount - ✓
High Thermal & Solar Efficiency
Reflective qualities trap and redirect solar heat for renewable energy systems - ✓
Retains Full Mechanical Properties
Does not alter material substance — ideal for aerospace and construction applications
Drawbacks of Pickled & Annealed Finishes
Pickling and annealing remain advisable for industrial processing purposes; however certain disadvantages need to be acknowledged. One issue is the character of the surface as it is functional but does not have the sheen or gloss present in bright annealed metals. Hence, such surfaces are far from being presentable and can’t be utilized in processes that require a certain degree of aesthetic effects. Moreover, there is a need for extra caution concerning waste disposal after pickling because of the hazardous substances to the environment which further escalates the cost involved. The resultant layer often found on the surfaces after pickling can be easily scraped off thereby enhancing corrosion. This is beneficial to some extent but highly disadvantageous in areas where one may be exposed to harsh environments. In applications where appearance, corrosion resistance, and environmental preservation are a concern, pickled and annealed finishes, which are often adequate, are most frequently undesirable because the client requests a different process.
Lacks the sheen of BA — unsuitable for applications requiring aesthetics or reflectivity.
Acid pickling generates hazardous chemical waste, increasing environmental compliance costs.
Post-pickling layer can be scraped off, which is disadvantageous in harsh exposure environments.
Cost Estimations
The cost of every recommended finishing approach – pickled and annealed as against bright annealed finishes – is determined by numerous factors. Moreover, pickled and polished coatings have a lower cost in terms of their basic manufacture, since simple chemical barrier and thermal procedures are used to produce them. Still, there might be other costs involved, on an industry that has more demanding specs, such as more cleaning, surface passivation or environmental compliance and the additional cleaning and other costs might add up to the total cost spent. For instance, the defenders of 304 Bright Annealed Stainless Steel Tubing will argue against the use of BA and polished finishes in industries with aggressive chemical activities.
There is a particular preference for surfaces produced with the application of bright annealing technology in industries where the primary advantage is the savings on service costs due to the high cost of their initial purchase created by removing them out of vacuum chamber or any optimal environment. The cost benefits of these products often lie within their ability to omit certain post processing steps to achieve corrosion resistance or an aesthetic surface finish making the higher initial manufacturing cost more justifiable.
Modern market indicators show that there is a movement in industries such as food processing, pharmaceuticals and construction towards more balanced systems in terms of initial and operational costs. The industrial developments and reinforcement of existing environmental laws are factors that generate additional costs due to the surface treatment applied and its necessity for the entire process to be within legal provisions. Hence, determining which finishing method will be used most efficiently, depends on a thorough analysis of costs and advantages taking into account the purpose and environment of use.
| Cost Factor | Bright Annealed (BA) | Pickled & Annealed (P&A) |
|---|---|---|
| Initial Manufacturing | Higher (vacuum/inert furnace) | Lower (chemical + thermal) |
| Post-Processing Needed | Minimal — omits many steps | May need passivation, cleaning |
| Environmental Compliance | Low (no acid waste) | Higher (hazardous waste disposal) |
| Long-Term Service Cost | Lower (durability savings) | Variable (environment-dependent) |
| Best Value For | High-spec, long-life industrial use | Budget-conscious, standard-grade projects |
Frequently Asked Questions
Q1
Will A269 304 bright annealed stainless steel pipe seamless comply with sanitary installation standards?
Under usual circumstances, 304 bright annealed seamless stainless steel tubes A269 standard is of use in plumbing fixtures and other sanitary applications. This is because the surface finish of this tube is “bright annealed” thus making the corrosion propensity less as well as improves easiness in cleaning. In sanitary piping, the seamless tube with fixed wall thickness is used. This in order to avoid the problem of cracks in sanitary tubing and instrumentation lines at the same time reducing the bacteria that gets deposited in cracks. Normal outside (OD) diameter tolerances and standard ID control mean there is no difficulty with fitting and clamping integrity. However, in case of extreme issues with cleanliness of the system, another material in the form of 316L or TP321 is either used or offered since 304 may not suffice Advanced options such as mirror polish or 20RA/32RA clauses can also help make the equipment look attractive and facilitate cleaning.
Q2
What is the level of corrosion resistance between 304 bright annealed stainless steel tubing and either 304L or 316 stainless steel?
304 Bright Annealed Stainless Steel Tubing is well known for its corrosion resistance and quality due to the smooth surfaces they have and due to their chromium and nickel contents. There is not much difference in terms of corrosion resistance between 304l stainless steel and 304 stainless steel but with lower carbon contents, 304l stainless steel has better weldability and can be put to full use avoiding welding defects such as sensitization. Significant improvements in corrosion behavior in the presence of chlorides is achieved when 316 and 316L are used especially in marine and certain industrial manufacturing processes which have tubing. It is essential to mention ASTM A269/A213 standard while placing the order and adopt eddy current testing on these tubes if they are required for applications that demand seamless small diameter tubes. 20 RA or Mirror surface finishes help to cut down fouling in applications where sanitary or cosmetic use is necessary.
Q3
Would seamless stainless steel tube or welded stainless steel tubing work for making a handrail with decorative purposes?
Aesthetically oriented products such as handrails are mostly constructed using welded stainless steel tubing because it allows cost-efficient high-grade polished mirror finishing. Seamless stainless steel tubes are structurally strong and preferred where working pressures and tolerances are critical such as piping or tubing for equipment among others. In case of handrails and similar uses, a 304 bright annealed or polished 304 stainless steel tube is frequently seen which has a great finish. While incorporating OD and wall, along with flanges or fittings, take into account the installation requirements as well as the correct dimensioning and the strength of the structure. In general, 14 gauge to customized thicknesses of pipes can be supplied with aftercare, including pickling, for customers who wish to add appeal.
Q4
What are the regular measures of diameter, thickness, and deviations for steel tubing 304 as applied in the making of pipes and instrumentation?
For tubes, the various specifications of diameters depend on industrial standards (ASTM A269, A213, or A270) and its make, which could be either or both of: welded and seamless instruments; tubes with unusually higher precision often cross diameters, and wall thickness. The outer diameter (OD) and wall thickness of the tubes and pipes are used for carrying out the installation process effectively, the proper determination of the flange or clamp to be used, and most importantly, the achieved flow rate in the instrumentation system. This is particularly relevant for sanitary and HVAC tubes where the internal surface finish and internal diameter which will go to the mill is even significant as sometimes eddy current examination or other examination is additionally required by the standard. They provide comprehensive tolerance tables, and in some cases, advises on whether 304 or the 304L, or even the 316L stainless innovation presented in the situation is suitable. Here, it must be thoroughly outlined whether the service is general service, boiler service, or special service with certain limitations as to the specification to be followed for the individuals poor example.
Q5
How should 304 bright annealed stainless steel seamless tube be prepared for welding and will pickling or passivation be required?
To commence welding on 304 bright annealed stainless steel seamless tubing, the surface of the tube is cleaned in order to deal with the oils and all other impurities, fit-up adjustment is done to ensure the correct alignment and a good root gap for proper penetration and less warping of the weld will be done. Such actions as cleaning even the weld line for passivation in order to remove heat tint build up and enhance the corrosion resistance for many applications where the sanitation or any other aspect of the work is a concern is removed. The use of 304L welded stainless tubes helps to protect against discoloration and its associated corrosion in high temperatures especially around the weld areas when stainless steels are used, pickling is however still helpful for restoring a smooth surface. This means that surface finishes such as 20RA and 32RA will need post-weld enhancement in terms of polishing and more especially electropolishing. However, many projects need such experiments after works like eddy current test and hydrostatic tests which are meant to prove of welds.
Q6
Which stainless steel pipe is ideal for sanitary water and HVAC systems, ASTM A270 or A269?
In most cases, ASTM A269 is designed for applications that require resilience to general corrosion and low pressure such as the seamless and welded austenitic stainless steel tubes used in heat exchangers, condensers etc; while A270 is intended for applications that require sanitary conditions i.e., in food, beverage and pharmaceutical industries’ tubing. Toilets that need to their water supply resin or finishing easier use and the water fittings’ sizes are controlled as for toto sanitaries a270 color finishing. This is obviously fine because plumbing including HVAC works and services does not demand sanitary requirements and thus welding of A269 is also not mandatory. Machine polished mirror finish of 20RA/32RA grain size surfaces and 304L or 316/316L specific alloys are not feasible or meticulously designed alternatives in every application. Determine whether the appropriate fittings, end clamps, and flange plate will serve the purpose and whenever possible, employing manufacturer certification would be good prudence.
Reference Sources
- 01
Effect of Bright Annealing on Stainless Steel 304 Formability in Tube HydroformingDiscusses how bright annealing enhances the formability of stainless steel 304 tubes.
- 02
Effect of Bright Annealing on Stainless Steel 304 FormabilityExplores the impact of bright annealing on tube hydroforming processes.
- 03
Effects of Reducing Atmospheres of Bright Annealing on Corrosion ResistanceProposes optimal bright annealing conditions for superior corrosion resistance in steel tubes.